公司网站:
www.jiningxinchang.com
www.jiningxinchang.com
全国销售热线:
0537-2319548
0537-2319548



产品详情
机床特性:
1、床身主体采用优质铸件,表面采用喷塑处理,提高设备精度平稳性及耐久性,创新的齿轮箱设计,
2、使用高端加工中心进行加工,能保证齿轮箱零间隙传动,保证产品精度,提高锯片寿命
3、锯片三点夹持式设计,能有效降低锯片震动,提高锯片寿命,有效降低噪声
4、锯切和送料采用三菱AC私服马达控制,切割稳定,送料精准,能有效保证产品精度
5、设备集成采用自动翻料、自动送料、残料分离、自动排屑与一体,节约80%人工成本
6、设备具有手动、半自动、全自动作业模式,操作简单,一般作业员即可操作
7、人性化界面,触控屏幕操作
操作面板说明
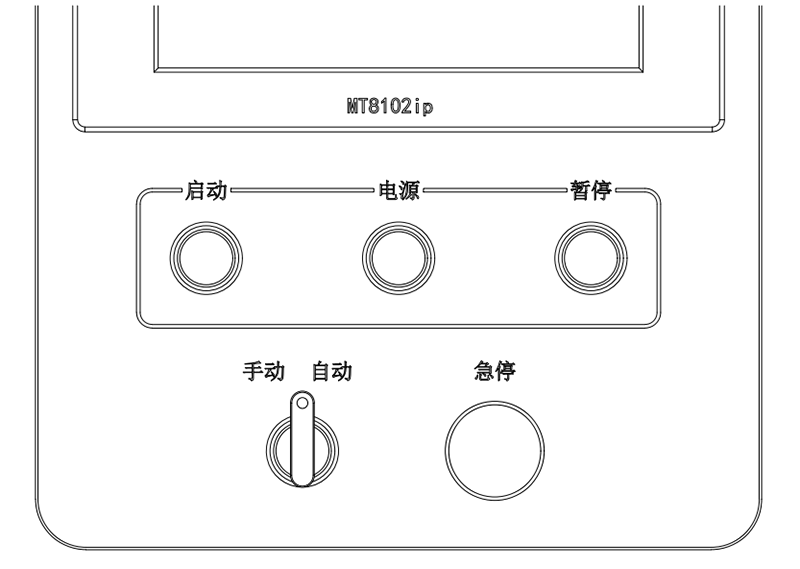
急停按钮开关
机器动作立即中断、停止。
手动/自动 旋转开关
在“手动模式”下,执行相应的手动功能操作;
在“自动模式”下,机器自动运行。
启动按钮开关
机器自动运行启动。
暂停按钮开关
机器暂停运行,锯片、油泵、伺服暂停运行。
开机画面

1.ID:JNXC-100
设备编号
2.点击画面,进入系统
一、主页
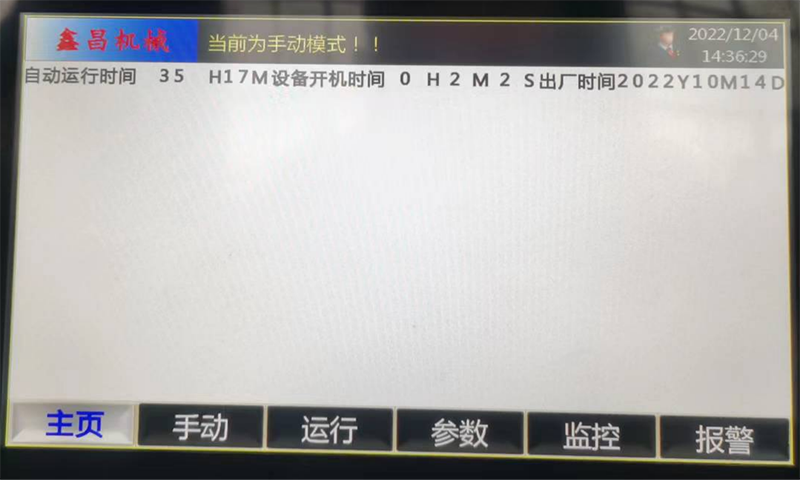
点击相应的按键,切换成相应的操作画面。
设备信息
显示设备的相关信息,出厂日期、设备编号、软件版本等 。
自动运行时间
设备进入自动生产时间,暂停或手动不记时,断电后保持不变,继续通电自动运行,时间累加。
设备通电时间
PLC 上电后开始计时,断电后回零,不累计运行。
二、运行

切割平方数
自动运行时,每切一刀,平方数按输入的直径相应的增加,长按后面的清零键可清除。
当前产量设
自动运行时,每切一刀,产量相应加 1,长按后面的清零键可清除。
设定产量
设定相应的产量,当设定数和当前产量相等时,设备暂停动行,状态栏显示产量已到,设备处于暂停状态。A 清除当前产量,按启动键后,设备可继续全自动运行;B 把批次产量设定设成大于当前产量后,按启动键,设备也可继续运行。
加工速度
显示设备每分钟的产能,随切割工艺的变化而变化。
切断时间
起刀点至切断点所需的时间,随切割工艺的变化而变化。
切割速度
自动切割时,切割轴丝杆每秒钟走的速度。
锯片电流
自动切割时,主电机的实时电流,随负载轻重变化而变化。
报警电流
电机运行时,如电流超过设定值时,设备根据设备报警备件作出相应的动作1、报警停机或减速切断(切割速度的百分比),(参照设备功能设定页面)。
工件直径
需加工材料的实际直径。
直径补偿
输入的直径与切断点不能对应时,可在直径补偿内稍作修改(异形材料或修模锯片都会导致切断点与所输直径对应不上)。
工件长度
按客户工艺所需,输入相应的长度 。
工件补偿
所输工件长度与实际切出的工件长度不相符时,稍作修改。
料头长度
自动切割时,材料端面所切的废料长度。
料架开关
打开时,机器自动运行切完当前材料,送料轴去接料位置,料架翻料。
关闭时,机器自动运行切完当前材料,送料回停原点位置,料架不动作。 锯片电机转速
根据工件的大小和材料特性设定。(参考值 80-150,依据片厂家参数为准。)
锯片齿数
锯片的实际齿数。
每齿切削量
点下减,相应减小 0.001, 点加,相应加 0.001,根据材料特性,作相应调整(参考值0.030-0.060MM)。
三、手动
三.1、手动送料

油泵
在手动状态下,按下油 OFF 开关,指示油泵 ON 时,油泵打开,再次按下油泵 ON 开关,指示油泵 OFF,油泵关闭。
翻料
在手动状态下,按下油缸上升,料材翻起;按下油缸返回,材料放下。 偏摆
在手动状态下,按下抬起,偏摆油缸抬起;按下返回,偏摆油缸返回。 送料夹
在手动状态下,按下夹紧,送料油缸夹紧,按下松开,送料油缸松开。主夹
手动动状太下,按下夹紧,后主夹油缸夹紧,按下松开,后主夹油缸松开。
机械回零
在手动状态下,按下机械回零按钮,弹出下面提示框
点击取消,回原位动作取消;点确定,回原位开始。
二轴机械回原位顺序:A1.X1 检测有料时,后主夹夹紧,送料夹张开;A2.X1 检测无料时,后主夹和送料夹同时张开。B.切割轴后退,碰到极限-再向前进-离开原点开关-切割轴原点建立-送料轴后退-送料轴前进-离开送料轴原点-原点建立,回原位完毕。
手动速度送料轴手动移动速度(参考 1-100MM/S)。
后夹后退
在手动状态下,按下后夹后退,送料轴后退,放开后停止。
后夹前进
在手动状态下,按下后夹前进,送料轴前进,放开后停止
料夹回零
在手动状态下,原点建立后,按下此近钮,后夹回到零位。
三.2、切割手动

锯片后退
在手动状态下,按下锯片后退,锯片向后移动,放开后停止移动。
锯片前进
在手动状态下,按下锯片前进,锯片向前移动,放开后停止移动。
锯片回零
在手动状态下,按下锯片复位,轴割轴回归至原点位置(原点建立状态下有效)
拆锯片位
在手动状态下,按下拆锯片位,轴割轴向后方向移动至拆居片位时,停止移动。(在原点建立状态下有效)。
切割 手动速度
控制锯片前进、锯片后退、(参考值 1-30)。
工件直径
需加工材料的实际直径。
切断位置
切断材料时,伺服所走的位置,与工直径一 一对应。
切削润滑开关
在手动状态下,按下此开关,切削润滑打开,再次按下,切削润滑关闭。 机械润滑开关
在手动状态下,按下此开关,机械润滑打开,再次按下,机械润滑关闭,润滑泵按设定时间间隙动作(参考时间参数设置)。
锯片电机转速
根据工件的大小和材料特性设定。(参考值 80-150,依据片厂家参数为准。)在手动状态下更改转速后,需按写入按钮,转速才会写入程序中执行;自动运行时,切断完材料后,
下一刀自动写入。
锯片启动
按下锯片启动,锯片加速运行至锯片电机设定转速后平稳动行。
锯片停止
锯片立即停止
切断吹气开关
在手动状态下,按下此开关,吹气打开,再次按下,吹气关闭。
料头气缸开关
在手动状态下,按下此开关,料头气缸打开,再次按下,料头气缸关闭。 油雾回收器开关
在手动状态下,按下此开关,油雾回收器打开,再次按下,油零回收器关闭。
锯片毛刷
在手动状态下,油泵开启后,按下此开关,锯片毛刷打开,再次按下,锯片毛刷关闭。
排屑电机开关
在手动状态下,按下此开关,排屑电机打开,再次按下,排屑电机关闭。
三.3、单步动作

单步送料夹紧
按下单步送料夹紧后:1.翻转油缸先翻起,2.送料夹紧油缸夹紧,夹紧
后压力指示灯亮。
单步动退料松开
按下半自动退料松开后:1.送料夹紧油缸先松开,2.翻转油缸返回,松
开后压力指示灯不亮。
主夹紧
按下后主夹紧后:后主夹紧油缸夹紧,夹紧后压力指示灯亮。
主夹松开
按下后主夹松开后:后主夹油缸按半开时间松开,松开后压力指示灯灭。 单步切料
锯片启动,前后主夹夹紧,锯片移动到切断点位置-主夹打开,锯
片退至原点位置-锯片停止。
注:送料夹需手动夹紧,需建立原点后才能工作。 油泵在手动状态下,
按下油 OFF 开关,指示油泵 ON 时,油泵打开,再次按下油泵 ON 开
关,指示油泵 OFF,油泵关闭。
单步翻料
按下按钮后,油缸上升到顶点-延时下降到低位-循环完成。
送料轴定位位置
设定送料轴需定位的位置。
送料轴回零
按下送料轴回零后,送料轴回至零位(原点建立后才有效)。
送料轴定位
按下送料轴定位后,送料轴移动到设定的位置(原点建立后才有效)。
接料位置
按下接料位置后,送料轴移动到接料位置(原点建立后才有效)。
四、参数
四.1、时间参数

料架油缸升起时间
料架油缸伸出时间(参考值 2-8S)。
料架油缸下降时间
料架油缸返回时间(参考值 2-8S)。
切断吹气时间
自动切断完吹气时间(参考值 0.5-3S)。
过电流延时触发
锯切过程中锯片电流超过设定值时,所发出的报警信号(参考值 1-3S)。
启动锯片润滑时间
自动运行时,锯片启动时润滑泵给锯片润的时间(参考值 20-60S)。
待机时间
设备油泵 排屑 主电机等大的用电设备开启后, 长时间无动作,设备进入待机的时间(参考值 120-300S)。
注销时间
输入代码开启后台参数后,在规定的时间内隐藏后参数(参考值 120-300S)。
主夹油缸松开
主夹油缸打开时间,时间越长,张开越大,反之越小(参考值 0.2-1S)。 抬料机构
抬起:自动运行时,抬料机构抬起时间(参考值0.3-1.5S)。
返回:自动运行时,抬料机构返回时间(参考值0.3-1.5S)。
送料夹
信号延时: 自动运行时,A 压力接点,油缸夹紧材料后,压力信号到时达,再延时发出夹紧信号(0.1-0.5S)。B.时间控制,油缸夹紧材料所需要的时间(0.8-2S)。
微开:自动运行时,送料夹微开所需花的时间。(0.2-0.8)。
全开:自动运行时,送料夹全开所需花的时间。(1.5-4S)。
主夹
信号延时: 自动运行时,A 压力接点,油缸夹紧材料后,压力信号到时达,再延时发出夹紧信号(0.1-0.5S)。B.时间控制,油缸夹紧材料所需要的时间(0.8-2S)。
微开:自动运行时,后主夹微开所需花的时间。(0.2-0.8)。
全开:自动运行时,前主夹全开所需花的时间。(1.5-4S)。
送料夹压力超时报警
自动运行时,送料夹油缸动作,超过设定时间还未发出压力到过信号所发出的报警。(参考时间 3-8S)。
主夹压力超时报警
自动运行时,后主夹油缸动作,超过设定时间还未发出压力到过信号所发出的报警。(参考时间 3-8S)。
机械润滑
打油:锯片润滑泵工作时间(参考值 0.5-3S)。
间隔:锯片润滑泵工作时间到后,间隔多长时间后再启动润滑泵(参考值 10-600M)。
四.2、切割参数

自动切割速度
自动切割材料时,切割轴向前移动速度。
切割返回速度
自动运行时,切割轴移动至切断位后,返回原位的速度,(参考值 5-200MM/S)。
手动切割速度
控制锯片前进、锯片后退、断点位的速度(参考值 2-15)。
入刀点位置
原点至靠近材料的位置,视材料大小而定。
入刀点速度
自动切割时,锯片从原点运行至入刀点位置的速度。(参考值3-30mm/s)。 自动送料速度
自动运行时,送料轴向前移动速度(参考值 80-200 mm/s)。
送料返回速度
自动动行时,送料轴向后移动速度(参考值 180-200 mm/s)。
手动送料速度
控制送料轴前进、后退的移动速度(参考值 2-100mm/s)。
锯片宽度
锯片的实际宽度(参考值 1.6-2.7MM)
夹尾料长度
处理尾料时,送料夹夹住尾料长度,(参考值 10-50mm)
料头补尝
料头设定长度与实际长度有偏差时需进行调整(参考值正负 20MM)。
五、功能设定
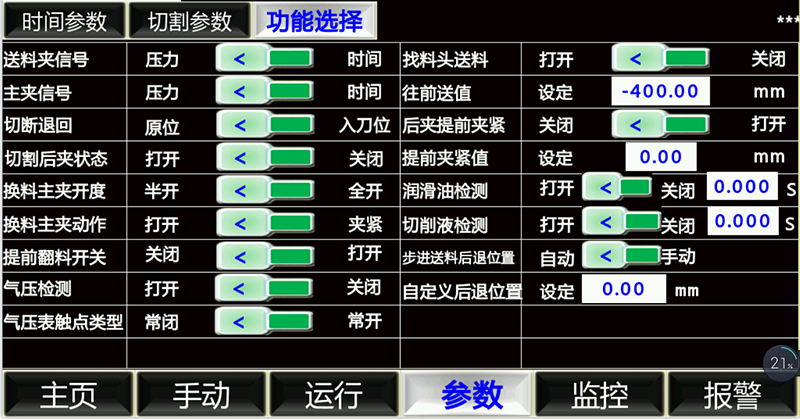
送料夹信号
油压夹紧材料时触发的信号,可用压力控制或时间控制,根据需要进行选择。
主夹夹信号
油压夹紧材料时触发的信号,可用压力控制或时间控制,根据需要进行选择。
过电流处理
自动切割材料时,当际际电流大于设定值时,触 发信号让设备作出相应的动作:报警停机时,设备立即报警,机器所有动作停止;选择减速切断时,切割轴会按照预设定的百分比值切断当前材料,锯片退回原位,设备进入暂停状态。
过电流切割进刀百分比
根据实际情况设定(参考值(30-60%)。
切削润滑选择
根据实际情况设定,选择喷油或喷水。
切削润滑开关
根据实际情况设定,选择打开或关闭。
润滑油位检测
根据实际情况设定,选择打开或关闭。
切削油位检测
根据实际情况设定,选择打开或关闭。
气源压力检测
根据实际情况设定,选择打开或关闭。
六、监控

反映 PLC 的输入输出情况,当设备出现故障后,更方便的判断故障点。
七、操作说明
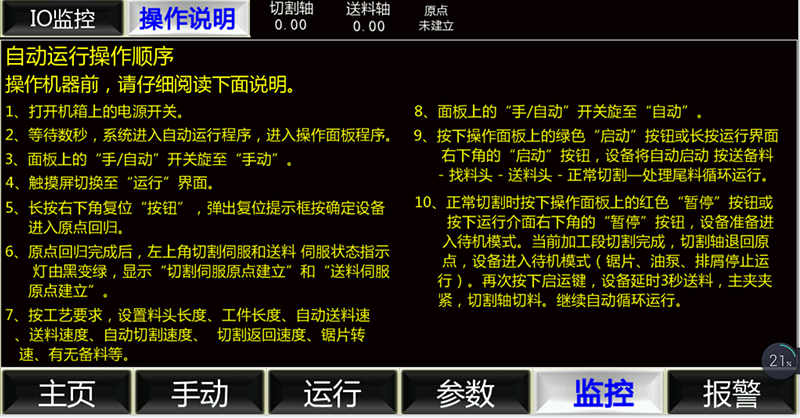
引导操作者更方便,快捷的操作设备。
八.报警

当设备报警时,状态栏会提示设备设备故障中,点击进入报警页面,查看当发生的报警内容,根据所提示内的内容,作出相应的处理,解除设备故障。
高速圆锯机加工厂

全自动高速圆锯机加工

高速圆锯机加工

高速圆锯机加工中心
联系人:孔经理
手机:13792359548
座机:0537-2319548
传真:0537-2319548
地址:济宁市火炬南路58号

移动端官网
